Hiện nay việc thiết kế và lắp đặt tủ điện công nghiệp đạt tiêu chuẩn chất lượng luôn là 1 yếu tố quan trọng và đáng quan tâm của những người đang muốn làm tủ điện công nghiệp góp phần vào sự ổn định và an toàn của hệ thống điện, máy móc và các thiết bị trong nhà xưởng khu công nghiệp, các tòa nhà, công trình. Tủ điện công nghiệp có vai trò rất quan trọng trong việc vận hành hệ thống điện hoặc hệ thống máy móc trong nhà máy.
Vỏ tủ điện công nghiệp
Tuy nhiên không hẳn ai cung biết đầy đủ về các bước để thiết kế lắp đặt tủ điện công nghiệp một cách đúng và chi tiết nhất. Bài viết này T& R chúng tôi xin chia sẻ với các bạn các bước lắp đặt tủ điện công nghiệp cơ bản và chi tiết hoàn chỉnh nhất
Tổng quan về tủ điện công nghiệp:
Chức năng của tủ điện công nghiệp:
Các bước lắp đặt tủ điện công nghiệp cụ thể và chi tiết:
1. Thiết kế bản vẽ và lựa chọn các thiết bị hợp lý:
1.1: Tính toán thông số kỹ thuật để lựa chọn các thiết bị cần thiết:
2. Sau khi tính toán, lựa chọn các thiết bị cần thiết cho tủ điện công nghiệp, ta cần lựa chọn vỏ tủ điện để chứa các thiết bị đó.
2.1: Cụ thể Gồm các bước sau:
- Chọn thép tấm có kích thước phù hợp cắt theo quy cách mục đích sử dụng
- Đột lỗ trên máy đột tay hay máy đột CNC.
- Mài nhẵn các lỗ làm sạch bavia.
- định hình rồi kiểm tra.
- Hàn ghép và vệ sinh mối hàn.
- Tẩy dầu mỡ bằng dung dịch và tẩy gỉ bằng dung dịch acid để đảm bảo vỏ không bị gỉ, không bị bẩn, không bị bụi dây vào.
- Định hình bề mặt bằng hoá chất chuyên dụng.
- Phốt phát hóa bề mặt.
- Rửa nước, hong khô rồi tiến hành kiểm tra trước khi thực hiện khâu tiếp theo.
- Phun bột sơn tĩnh điện với màu phù hợp rồi kiểm tra.
Sấy ở nhiệt độ 190 độ C - 200 độ C trong 10 phút.
- Hướng dẫn thiết kế lắp đặt tủ điện công nghiệp
Các bước gia công vỏ tủ điện.
Hướng dẫn thiết kế lắp ráp tủ điện công nghiệp

Hình ảnh vỏ tủ điện tại nhà máy T& R
3. Lắp đặt thiết bị vào tủ:
- Trường hợp có bản vẽ thiết kế các bạn sẽ lắp theo bản vẽ thiết kế.
- Trường hợp tủ chưa có bản vẽ thiết kế: các bạn nên lắp sắp xếp sao cho diện tích sử dụng là ít nhất, tiết kiệm dây dẫn điện và đảm bảo được cả tính thẩm mỹ.
Cách sắp xếp hợp lí nhất được bố trí như sau:
- Aptomat tổng đặt trên cùng góc trái
Các thiết bị như đèn báo pha, đồng hồ đo dòng điện, đồng hồ chỉ thị, chuyển mạch đặt ở vị trí trên cao. Giúp người vận hành dễ dàng quan sát các chỉ số đo trên thiết bị.
- Góc phải trên cùng lắp cầu chì, bộ nguồn, bộ bảo vệ pha;
- Các át nhánh để xuống hàng bên dưới;
- Sau là bộ điều khiển, rơ le trung gian;
- Tiếp theo đến contactor, rơ le nhiệt;
- Các thiết bị điều khiển (Nút nhấn, công tắc) đặt phía dưới. Dưới cùng là cầu đấu.
- Các thiết bị trong vỏ tủ điện công nghiệp
- Vị trí các thiết bị trong tủ điện công nghiệp
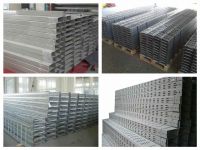
4. Gia công, lắp ráp thanh cái đồng:
Gia công lắp đặt thanh cái đồng trong tủ điện
Bước 1: Cắt phôi đồng cho đúng kích thước đồng và chiều dài phôi đồng.
Bước 2: Đột lỗ trên các thanh cái đồng theo bản vẽ.
Bước 3: Uốn thanh cái đồng.
Bước 4: Mạ thanh cái đồng để chống oxi hóa đồng và tăng khả năng dẫn điện, thông thường đồng mạ bằng thiếc. Tốt hơn thì mạ bằng niken. Cao cấp thì mạ bằng bạc (ở Việt Nam gần như không sử dụng mạ đồng bằng bạc).
Bước 5: Bọc co nhiệt PVC hoặc sơn epoxy để phân biệt màu.
4.1: Lắp thanh cái đồng:
Hướng dẫn lắp thanh cái đồng vào tủ điện
- Lắp các thanh cái chính trước;
- Siết chặt lại bulong và ecu
(mỗi bộ bu lông, ecu gồm để bắt thanh cái đồng gồm:Bu lông; 2 long đen phẳng; 1 long đen vênh; 1 ecu).
- Kiểm tra lại các điểm xiết ốc và đánh dấu đã kiểm tra
- Cắt mica và lắp để che thanh cái đồng.
5. Đấu nối tủ điện công nghiệp:
- Đấu nối dây giữa các thiết bị cần được kết nối một cách chính xác và khoa học.
- Có sự phân biệt rõ ràng giữa màu của các phase, có đầu số ghi cầu đấu chi tiết giúp việc sửa chữa và bảo trì sau này dễ dàng.
- Mạch điều khiển và mạch động lực cần đi xa nhau tránh hiện tượng bị nhiễu tín hiệu đối với các con sensor hay cảm biến.
- Đối với các dây đấu nối tín hiệu cần mua loại có vỏ bọc chống nhiễu tốt.
- Nên đấu nối tuần tự từ mạch động lực sau tới mạch điều khiển.
- Bảng chọn tiết điện dây dẫn theo dòng điện (áp dụng cho dây đồng mềm Cu/PVC). Tiết diện dây dẫn (mm2)
Bước 6: Kiểm tra xuất xưởng - kiểm tra nguội tủ điện đã lắp ráp, đấu nối:
6.1 kiểm tra các hạng mục sau:
Kiểm tra không điện: Thực hiện kiểm tra về mặt ngoại quan, đo đạt các thông số yêu cầu theo các tiêu chuẩn IEC, TCVN,... để đảm bảo tủ điện an toàn trước khi cấp điện.
Kiểm tra mang điện: cấp nguồn cho chạy tải, đo đạc các thông số khi có nguồn đảm bảo đúng yêu cầu
Kiểm tra thiết bị đóng cắt đã đấu đúng sơ đồ nguyên lý chưa.
Kiểm tra độ chặt của các điểm đấu nối cơ khí và điện, các điểm kết nối cần đánh dấu bằng bút dấu.
Kiểm tra nhãn mác thiết bị.
Kiểm tra và loại bỏ các dụng cụ còn để trong tủ điện.
Đo cách điện giữa các pha, giữa các pha với tiếp địa. Dùng đồng hồ MegaOhm đo cách điện các pha đạt yêu cầu là 0,5MΩ/ 0,5k.
Đồng hồ đo điện đa năng tích hợp ampe kìm AC/DC KYORITSU 2000 (60A)
6.2 Kiểm tra đấu nối phần điều khiển:
- Kiểm tra các đầu cốt, các điểm đấu đã chặt chưa
- Đo kiểm tra đủ dây trung tính, dây nguồn chưa
- Đo thông mạch các dây điện theo sơ đồ đấu nối
- Đo thông mạch nguồn dương và âm. Không thông mạch là được
Sau khi kiểm tra đấu nối xong sẽ cắm các thiết bị như rơ le trung gian, rơ le báo mức, phao báo mức,… vào đế của thiết bị.
Bước 7: Vệ sinh tủ điện:
Bước 8: Đóng gói tủ điện: đóng gói và vận chuyển số lượng lớn tủ điện tại nhà máy T&R
Đóng gói và vận chuyển tủ điện